International Plastic Laboratories and Services
Georgetown, Texas 78633
Georgetown, Texas 78633

Injection Unit Calculations - Some basic injection calculations.
A variety of injection requirements for a specific application can be determined mathematically. Some of these are addressed below.
Shear Rate
Shear Rate is defined as: the surface velocity of the plastic at the wall of the heating barrel, divided by the depth of the screw flight channel, and the value is listed as feet per minute (ft./min.). A formula for this might look like this:
SR = (D x N)/h, where
SR = Shear Rate,
D = screw Diameter
N = rate of screw rotation
h = depth of channel
An average shear rate value would be approximately 150 feet per minute, but each plastic has a specific shear rate beyond which it will degrade. Heat sensitive plastics such as PVC (polyvinyl chloride) have a lower shear rate (approximately 100 ft./min.) while non-sensitive materials may have a shear rate of 175 ft./min. or higher.
Shear rate values have a direct effect on the allowable speed of screw rotation. As an example, using the above formula, it can be determined that a standard 2 inch diameter screw, using a material with an average shear rate of 150 ft./min., would result in a maximum rotational speed of 230 RPM. Any rotational speed above that value will result in overshearing the plastic and thereby degrading it.
Screw Output
The amount of material that an injection machine can process is rated in pounds per hour (lbs./hr.). It is determined by how much horsepower the machine has available to turn the screw. A 2 inch diameter screw will normally withstand a maximum of 15 horsepower. More than that may result in screw breakage. A 4-1/2 inch diameter screw, on the other hand, will not break with up to 150 horsepower available to it [SPI Plastic Engineering Handbook, fourth edition, Van Nostrand/Reinhold].
For output, molding materials range from 5 to 15 lb/hr for each horsepower applied. Therefore, a 15 horsepower system (2 inch dia. screw) is capable of producing between 75 to 225 lb/hr output of plastic, depending on the viscosity (which affects shear rate).
Injection Pressure
The average screw injection machine is capable of producing 20,000 psi injection pressure build up in the heating barrel. This full pressure is available at the nozzle of the machine just before the material enters the mold. In most cases, it is advisable to use the highest injection pressure possible and the fastest injection speed as possible to minimize the overall cycle time of the molding process. While 20,000 psi may be available, it is prudent to use only the highest amount of pressure required for a specific material and specific application. A normal practice is to begin molding at 6,000 to 8,000 psi and increase/decrease pressures as necessary while optimizing the cycle.
L/D Ratio
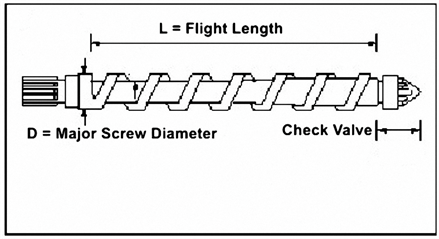
A critical factor involved in creating available injection pressure is the ratio of the length of the injection screw divided by the diameter (L/D). The length of the screw is measured over the entire flighted section, and the diameter is measured over the maximum diameter of the flights. The standard minimum L/D ratio is 20:1, while 24:1 is more desirable.
Shear Rate
Shear Rate is defined as: the surface velocity of the plastic at the wall of the heating barrel, divided by the depth of the screw flight channel, and the value is listed as feet per minute (ft./min.). A formula for this might look like this:
SR = (D x N)/h, where
SR = Shear Rate,
D = screw Diameter
N = rate of screw rotation
h = depth of channel
An average shear rate value would be approximately 150 feet per minute, but each plastic has a specific shear rate beyond which it will degrade. Heat sensitive plastics such as PVC (polyvinyl chloride) have a lower shear rate (approximately 100 ft./min.) while non-sensitive materials may have a shear rate of 175 ft./min. or higher.
Shear rate values have a direct effect on the allowable speed of screw rotation. As an example, using the above formula, it can be determined that a standard 2 inch diameter screw, using a material with an average shear rate of 150 ft./min., would result in a maximum rotational speed of 230 RPM. Any rotational speed above that value will result in overshearing the plastic and thereby degrading it.
Screw Output
The amount of material that an injection machine can process is rated in pounds per hour (lbs./hr.). It is determined by how much horsepower the machine has available to turn the screw. A 2 inch diameter screw will normally withstand a maximum of 15 horsepower. More than that may result in screw breakage. A 4-1/2 inch diameter screw, on the other hand, will not break with up to 150 horsepower available to it [SPI Plastic Engineering Handbook, fourth edition, Van Nostrand/Reinhold].
For output, molding materials range from 5 to 15 lb/hr for each horsepower applied. Therefore, a 15 horsepower system (2 inch dia. screw) is capable of producing between 75 to 225 lb/hr output of plastic, depending on the viscosity (which affects shear rate).
Injection Pressure
The average screw injection machine is capable of producing 20,000 psi injection pressure build up in the heating barrel. This full pressure is available at the nozzle of the machine just before the material enters the mold. In most cases, it is advisable to use the highest injection pressure possible and the fastest injection speed as possible to minimize the overall cycle time of the molding process. While 20,000 psi may be available, it is prudent to use only the highest amount of pressure required for a specific material and specific application. A normal practice is to begin molding at 6,000 to 8,000 psi and increase/decrease pressures as necessary while optimizing the cycle.
L/D Ratio
A critical factor involved in creating available injection pressure is the ratio of the length of the injection screw divided by the diameter (L/D). The length of the screw is measured over the entire flighted section, and the diameter is measured over the maximum diameter of the flights. The standard minimum L/D ratio is 20:1, while 24:1 is more desirable.
In the drawing above, note that the "L" (Length) dimension runs the entire length of the screw flights, and the "D" (Diameter) dimension goes over the largest diameter of the screw, which is also the overall flight diameter. The L dimension is normally 20 times greater than the D dimension. So, if the screw is 2-1/2 inches diameter (D), the length of the flighted section should be at least 50 inches. A 24 to 1 ratio is even better. In that case a 2-1/2 inch diameter screw would have a length of 60 inches. The greater the ratio, the more gentle the shearing action of the screw on the plastic material.
END
END